Bagaimana dan dengan apa untuk membancuh spade titanium di rumah
Sekop adalah peralatan yang sangat diperlukan dalam senjata mana-mana pemilik tanah. Model titanium sangat tahan lama dan mempunyai kelebihan penting lain. Walau bagaimanapun, kadangkala dengan peningkatan beban pada bayonet logam mungkin pecah. Mari kita fikirkan cara membancuh penyodok diperbuat daripada titanium dan apa yang perlu dipertimbangkan dalam proses itu.

Kandungan artikel
Ciri-ciri kimpalan titanium
Kebolehkimpalan logam ini dipengaruhi oleh beberapa faktor. Pertama sekali, titanium mempunyai tindak balas kimia yang tinggi terhadap gas di udara, termasuk nitrogen, oksigen dan hidrogen. Ia juga penting bahawa logam mempunyai kecenderungan yang lebih besar untuk pertumbuhan bijirin apabila suhu melebihi 800 darjah.
Jika titanium dipanaskan hingga 350 darjah, ia mula menyerap oksigen secara aktif. Akibatnya, filem terbentuk di permukaan (di kawasan kimpalan), warna yang berbeza dari kuning ke ungu, secara beransur-ansur berubah menjadi putih.
Pemanasan hingga 500 darjah membawa kepada peningkatan kekuatan dan kekerasan logam. Walau bagaimanapun, sifat plastiknya berkurangan.
Interaksi titanium dan hidrogen membawa kepada fenomena yang berbahaya - kerosakan hidrogen. Ia menyumbang kepada peningkatan kerapuhan bahan. Selepas titanium menjadi sejuk, bahagian yang dikimpal jatuh selepas beberapa lama.
Peningkatan dalam jumlah bijirin akibat pendedahan kepada suhu tinggi mengurangkan kekuatan logam. Perlu diingat bahawa titanium mempunyai takat lebur yang tinggi. Apabila bekerja dengannya, anda mesti menggunakan sumber haba pekat yang sangat kuat.
Apabila mengimpal, jahitan mesti dilindungi di kedua-dua belah pihak. Perhatian khusus diberikan kepada penyediaan tepi. Anda tidak perlu memanaskannya untuk masa yang lama. Apabila mengimpal spade titanium, adalah perlu untuk memantau keadaan suhu dengan teliti. Untuk melindungi logam di kawasan kerja, disyorkan untuk menggunakan sebatian fluks khas. Kemasan logam juga akan berfungsi. Kusyen gas boleh digunakan. Untuk menciptanya, ruang yang dibungkus digunakan.
Dalam proses membetulkan kecacatan pada penyodok, anda mesti mematuhi langkah berjaga-jaga keselamatan dengan teliti. Anda harus bekerja dengan sangat berhati-hati.
Bahan dan peralatan yang diperlukan untuk mengimpal spade titanium
Proses itu memerlukan:
- Mesin kimpalan. Ia mesti menyokong mod TIG. Ia mesti mempunyai penunu.
- Sebuah silinder yang diisi dengan gas pelindung. Helium, argon atau campuran kedua-duanya adalah sesuai.
- Elektrod tungsten yang tidak cair.
- Kawat pengisi.

Bersedia untuk mengimpal di rumah
Untuk menyediakan logam untuk kimpalan, adalah perlu untuk memproses tepi kawasan di mana proses itu akan dijalankan. Pastikan anda mengeluarkan lapisan logam dengan kandungan oksigen dan nitrogen yang tinggi. Kehadiran zarah ini di kawasan kerja akan membawa kepada kemerosotan sifat jahitan yang terbentuk. Kerapuhan logam akan meningkat.
Jika bahan kerja mempunyai ketebalan tidak lebih daripada 4 mm, anda boleh melakukannya tanpa memotong tepi semasa kimpalan. Dalam kes lain, ia dilakukan sambil mengekalkan sudut pembukaan 60 darjah.
Ia juga perlu untuk melindungi akar jahitan dan kawasan kerja di bahagian belakang. Walaupun rawatan tidak sampai ke arah yang bertentangan. Sesungguhnya, apabila titanium berinteraksi dengan gas dari udara sekeliling, tindak balas bermula sebaik sahaja suhu mencapai 300 darjah.
Untuk melindungi jahitan di bahagian belakang, pad yang diperbuat daripada keluli atau tembaga digunakan. Mereka perlu dipasang dengan ketat. Anda juga boleh menggunakan tiupan argon, diarahkan ke alur khas atau di dalam struktur.
Sekiranya proses itu boleh dijalankan tanpa melindungi bahagian dalam jahitan, maka rehat mesti diambil untuk membolehkan permukaan sejuk. Jahitan itu sendiri hendaklah pendek, tidak lebih daripada 20 mm.
Kaedah mengimpal penyodok titanium dengan elektrod tidak boleh habis (kaedah TIG)
TIG ialah teknologi kimpalan yang menggunakan elektrod berasaskan tungsten di bawah perlindungan gas lengai. Terasnya dianggap tidak lebur. Ini adalah kimpalan arka manual - arka terbentuk di antara elektrod dan bahan kerja, dan gas pelindung berasal dari obor. Bahan tambahan dibekalkan secara manual. Elektrod diasah pada sudut 45 darjah. Arus mesti dikekalkan dalam lingkungan 100 ampere.
Produk setebal 1.5 mm boleh dicantumkan dengan punggung tanpa menggunakan bahan tambahan. Dalam kes lain, rod diberi makan. Bahan tambahan mesti mempunyai komposisi yang sesuai untuk aloi kawasan kerja. Sebelum memulakan proses, ia mesti disepuh dalam vakum. Ini akan mengeluarkan hidrogen. Apabila dimeteraikan, bahan tambahan akan mengekalkan sifatnya selama maksimum 5 hari.
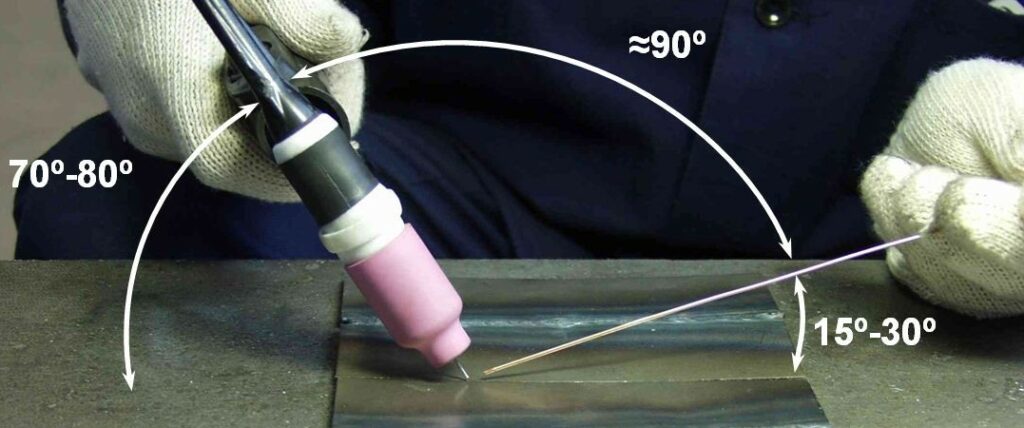
Untuk melaksanakan kerja, arus kekutuban malar diperlukan, voltannya mencapai 15V. Elektrod mesti diarahkan ke permukaan pada sudut tertentu - 70–80°. Bahan tambahan dibekalkan berserenjang dengan paksi elektrod.
Foto di bawah menunjukkan lokasi elektrod dan bahan tambahan apabila TIG mengimpal sebarang produk titanium.
Pembentukan jahitan mesti dilakukan dengan pergerakan yang tepat. Sehingga kawasan kerja benar-benar sejuk, disyorkan untuk meniup argon ke jahitan. Proses itu mesti dilakukan dengan sangat berhati-hati.





Saya pecahkan 2 keping. Ini penyodok buruk, jangan percaya sesiapa. Mereka seperti mainan. Dan jika tanahnya sangat ringan, maka mereka menggali di sana dengan garpu rumput.